
地址:中国(上海)浦东新区新场镇新奉公路1759号1幢 电话: QQ:1552566103 邮编:201314
升祥精密机械(上海)有限公司 版权所有
升祥精密机械(上海)有限公司 版权所有

时间:2021-09-09 17:16 点击量:141
珩磨.
珩磨是一种使用磨料的切削工艺,使用刀具持续表面接触的情况下改善工件的形状、尺寸精度和表面质量。
它主要用于精加工各种内径,如气缸孔、管子、轴承、阀门……但也适用于外径和平面。 最常见的是,珩磨用于精加工工序之后。
使用珩磨,可以加工特定功能表面、尺寸和形状精度以及特征周边结构的孔。 珩磨表面的功能总是与公差、滑动或密封和导向特征有关。
此外,通过珩磨可以改善摩擦学特性和材料特性。
由于不断提高的质量要求和对零部件的特殊要求,珩磨技术从一开始就不断发展成为许多行业和应用使用的高端技术。
珩磨实现校正和高精度
· 直径
· 形状
· 表面精度
· 孔的位置精度
优点
与其他制造工艺相比,珩磨提供了很多优势
· 经济高效的生产过程
· 珩磨可替代磨削、精加工、精镗、
· 珩磨可以纠正先前加工过程造成的误差
· 极其精确的直径控制
· 高精度孔几何形状
· 加工几乎任何所需的表面
· 珩磨改善产品特性
· 几乎任何材料都可以珩磨
珩磨超越传统应用领域的进一步优势
· 可重复、可靠的工艺和适用于批量生产的应用
· 流程可根据生产量轻松扩展
· 根据各自的功能配置灵活调整制造过程
· 显著改善磨损行为、提高性能和使用寿命、改善操作行为并延长珩磨后部件的使用寿命
工艺
材料切割是通过将合适粒度和等级的粘结磨料(珩磨石)在工作表面英东来完成的。
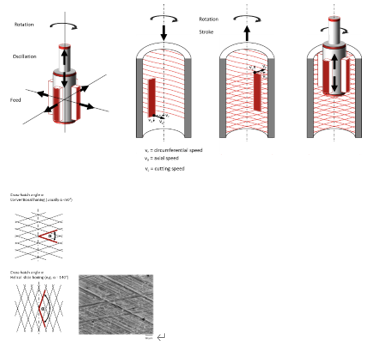
珩磨砂条在受控压力下在零件中旋转和往复运动。 结合旋转和往复运动会在被珩磨的零件表面产生交叉影线图案。
根据孔的要求,加工将通过一次或多次加工(多级珩磨工艺)进行。 珩磨过程的关键点是
· 余量
· 几何精度
· 表面粗糙度
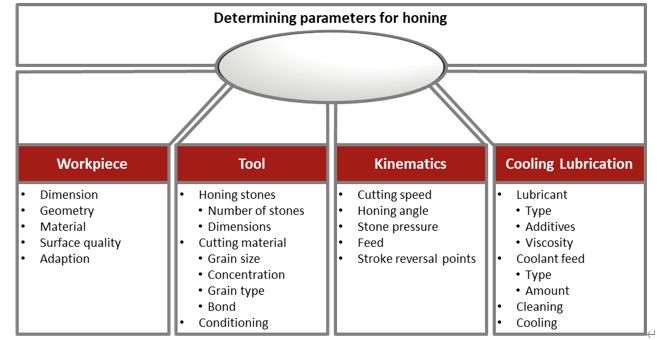
珩磨过程由工件、刀具、运动学和冷却润滑的组合和相互作用来定义。
特性
参数一方面描述/确定产品的特定特征(例如直径),另一方面用于预测功能行为(例如活塞的磨损行为)
特性 | |
摩擦学 | 摩擦学是在相对运动中相互作用的表面的科学和工程。 它包括对摩擦、润滑和磨损原理的研究和应用。 通过设计满足功能要求的表面轮廓,可以成功地减少磨损和粘着磨损。 在这方面,加工足够的润滑剂储备槽,并促进形成全液膜润滑条件。
Stribeck 曲线(摩擦/速度:边界、混合、流体动力学) |
表面结构
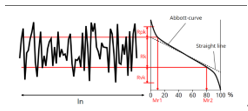
| 表面结构满足两个主要标准: 1) 应通过低切割深度(低粗糙度)下材料的高百分比接触面积,提供高承载能力,从而使表面具有良好的滑动性能。 2) 为了确保润滑剂的附着力,需要一个开放式结构。然而,这需要一个粗糙的表面
珩磨中最常用的粗糙度参数为Rz、Ra和Rmax,定义见DIN 4768: 机械高应力润滑滑动表面,例如发动机的平台表面,根据雅培曲线进行评估。它根据三个标准(包括磨削、功能和润滑)预测金属表面的磨损。这些参数分别为Rpk、Rk和Rvk,确定了轴承比MR1和MR2。
|
运动学 | 珩磨是一个多维加工过程,某些参数会影响其性能和结果。 • 切削速度 • 珩磨角度 • 砂条压力 • 涨刀 • 冲程换向点 旋转、往复和刀具进给的同时叠加导致刀具沿受控路径移动并创建交叉网纹的图案。
|
几何学 | 几何和尺寸公差,如孔径、圆度、直线度、表面粗糙度
|
质量 | 珩磨是一种高精度的加工过程,这意味着质量和珩磨是彼此必不可少的。必须始终遵守严格的程序、完整的可追溯性、非常接近的公差和质量计划要求。 · 产品或功能本身的高质量要求。 · 确定作为质量特征的参数 · 通过珩磨实现高精度加工 · 珩磨结果的定性评估 The unit determining the honing quality is the “micron” (μm). 决定珩磨质量的单位是“微米”(μm)。 1μm=0.001 mm。珩磨可实现小于1微米的精度。
凭借我们的质量标准和长期经验,珩发为客户提供解决方案 · 在珩磨之前、期间和之后测量质量 · 评估流程和参数以改进 · 授予生产质量、标准、可重复性和可追溯性 |
